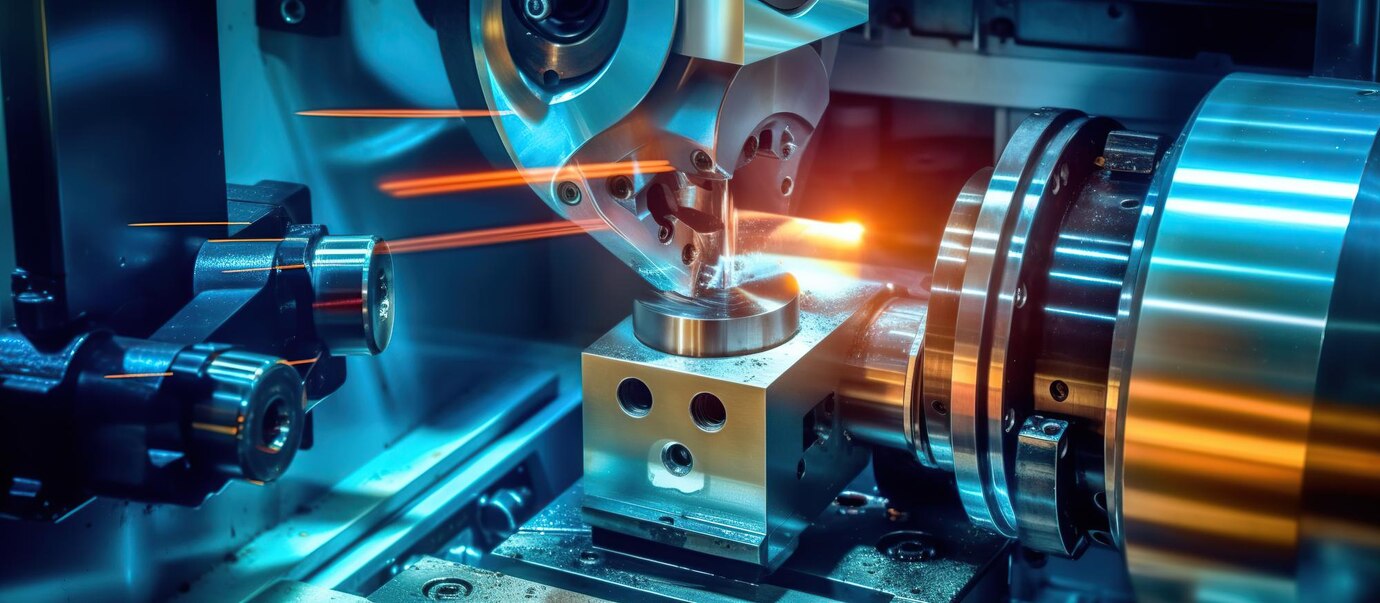
WangXiNa/freepik.com
Artykuł sponsorowany
Laserowe cięcie blach to jedna z najnowocześniejszych metod obróbki metalu, pozwalająca na niezwykłą precyzję i szybkość pracy. Dzięki wykorzystaniu wysokoenergetycznej wiązki laserowej możliwe jest przecięcie nawet grubych i twardych materiałów, bez konieczności stosowania mechanicznych narzędzi tnących. Wybór odpowiedniej mocy lasera jest kluczowy – od tego parametru zależy jakość krawędzi, efektywność cięcia oraz zakres grubości blachy, którą można obrabiać. Jakie moce laserów stosuje się w przemyśle i czy większa moc zawsze oznacza lepsze rezultaty? Sprawdźmy, jak działają te zaawansowane urządzenia, zapraszamy!
Laserowe cięcie blach wykorzystuje różne technologie, z których każda ma swoje zalety i ograniczenia. Wybór odpowiedniego lasera zależy od specyfiki materiału, wymaganej precyzji oraz grubości obrabianej blachy. Wśród najczęściej stosowanych typów laserów wyróżniamy trzy główne kategorie.
To jedne z najstarszych i najbardziej sprawdzonych technologii stosowanych w cięciu blach. Generują wiązkę światła o długości fali około 10,6 µm, co sprawia, że doskonale nadają się do przecinania stali nierdzewnej, aluminium oraz materiałów niemetalicznych, takich jak tworzywa sztuczne czy szkło akrylowe. Ich dużą zaletą jest gładkie cięcie krawędzi oraz stosunkowo niski koszt eksploatacji w porównaniu do nowszych technologii.
Mają one również pewne ograniczenia. Wymagają dużych ilości energii, co zwiększa koszty ich użytkowania. Dodatkowo są bardziej podatne na zużycie podzespołów, takich jak układy optyczne i zwierciadła. Dlatego w wielu nowoczesnych zakładach przemysłowych zaczęły być stopniowo zastępowane przez bardziej efektywne rozwiązania, jak lasery włóknowe.
To obecnie najnowocześniejsze i najwydajniejsze rozwiązanie stosowane w cięciu metali. Emitują wiązkę o długości fali około 1 µm, co sprawia, że są znacznie bardziej efektywne przy cięciu stali węglowej, nierdzewnej i aluminium. Dzięki zastosowaniu światłowodów do przesyłania wiązki, technologia ta zapewnia wyższą precyzję, większą prędkość oraz mniejsze zużycie energii w porównaniu do laserów CO₂. Wyróżniają się również mniejszymi wymaganiami konserwacyjnymi, ponieważ nie korzystają z luster i optycznych układów skupiających, które mogłyby się zużywać. Ich kompaktowa budowa pozwala na łatwiejszą integrację w liniach produkcyjnych, a ich wysoka efektywność sprawia, że coraz więcej firm decyduje się na przejście na tę technologię.
Lasery Nd:YAG (neodymowe: itrowo-aluminiowo-granatowe) są rzadziej stosowane w klasycznym cięciu blach, ale wciąż znajdują swoje miejsce w niektórych precyzyjnych aplikacjach. Ich wiązka jest bardziej skoncentrowana, co sprawia, że świetnie sprawdzają się w mikroobróbce oraz wycinaniu bardzo skomplikowanych kształtów. Jednym z atutów tej technologii jest możliwość przesyłania wiązki światłowodem, co zwiększa jej elastyczność i sprawia, że można ją stosować w trudno dostępnych miejscach. Jednak w porównaniu do laserów fiber czy CO₂, lasery Nd:YAG mają niższą efektywność energetyczną i wymagają częstszej konserwacji, co ogranicza ich popularność w masowej produkcji.
Wybór odpowiedniej mocy lasera to kluczowy element procesu cięcia blach, który wpływa na jakość, prędkość oraz ekonomiczność obróbki. W zależności od grubości i rodzaju materiału stosuje się różne zakresy mocy laserów. Oto najczęściej spotykane wartości oraz ich praktyczne zastosowanie.
Lasery o mocy od 1 do 3 kW doskonale sprawdzają się w obróbce cienkich arkuszy metalu, gdzie kluczowa jest dokładność i czyste krawędzie. Tego typu urządzenia wykorzystywane są głównie w przemyśle lekkim, a także w produkcji elementów o wysokiej precyzji, takich jak komponenty elektroniczne czy elementy dekoracyjne. Dzięki optymalnemu stosunkowi mocy do materiału zapewniają wysoką jakość wykończenia, minimalizując przypalenia i deformacje. W przypadku stali nierdzewnej oraz aluminium pozwalają na skuteczne cięcie blach o grubości do 6 mm, a dla stali węglowej maksymalna grubość wynosi około 8 mm. Niższe zużycie energii oraz ograniczone koszty eksploatacyjne sprawiają, że ta technologia jest atrakcyjna dla firm poszukujących precyzyjnej i ekonomicznej metody obróbki metali.
Lasery o mocy od 4 do 6 kW stanowią kompromis pomiędzy precyzją a możliwością obróbki grubszych arkuszy. Znajdują zastosowanie w produkcji elementów konstrukcyjnych, części maszyn oraz obudów przemysłowych, gdzie wymagane jest zarówno dokładne wykończenie, jak i szybkie tempo pracy. Przy tej mocy możliwe jest skuteczne laserowe cięcie blach ze stali czarnej o grubości do 15 mm oraz aluminium i stali nierdzewnej do 10 mm. Maszyny te sprawdzają się zarówno w produkcji jednostkowej, jak i seryjnej, pozwalając na optymalizację czasu cięcia i minimalizację strat materiałowych. Ich wszechstronność czyni je popularnym wyborem w przemyśle metalowym, gdzie liczy się efektywność i możliwość pracy z różnymi rodzajami blach.
Lasery o mocy 10 kW i więcej to rozwiązanie dedykowane dla przemysłu ciężkiego, gdzie kluczową rolę odgrywa wydajność i możliwość cięcia bardzo grubych blach. Wykorzystywane są w produkcji maszyn przemysłowych, konstrukcji stalowych oraz elementów dla branży motoryzacyjnej i stoczniowej. Przy tej mocy możliwe jest efektywne cięcie laserowe ze stali węglowej do 30 mm, a także stali nierdzewnej i aluminium o grubości do 20 mm. Dzięki ekstremalnie wysokiej prędkości i stabilności cięcia lasery te umożliwiają obróbkę wielkogabarytowych elementów w krótkim czasie, co jest kluczowe w masowej produkcji. Pozwalają również na zachowanie wysokiej precyzji nawet przy skomplikowanych kształtach.
Nie wszystkie metale wchłaniają energię lasera w taki sam sposób. Stal nierdzewna i stal czarna mają różne przewodnictwo cieplne, co oznacza, że wymagają innych parametrów obróbki. Stal nierdzewna charakteryzuje się większą odpornością na wysoką temperaturę, dlatego do jej cięcia stosuje się wyższe moce lasera, aby uzyskać szybkie i precyzyjne rozcięcie materiału. Stal czarna natomiast dobrze absorbuje energię lasera, co pozwala na efektywne cięcie nawet przy niższych wartościach mocy.
Aluminium stanowi największe wyzwanie, ponieważ odbija promieniowanie laserowe i jednocześnie intensywnie przewodzi ciepło. Z tego powodu jego cięcie wymaga nie tylko większej mocy, ale także precyzyjnej kontroli parametrów, aby uniknąć nadmiernego nagrzewania i deformacji krawędzi. W przypadku cienkich arkuszy aluminium zbyt wysoka moc może powodować nadtopienia, dlatego dobór odpowiedniego poziomu energii jest niezwykle istotny.
Oprócz samej mocy lasera, duży wpływ na proces cięcia mają rodzaj gazu pomocniczego i prędkość obróbki. Najczęściej stosuje się tlen i azot, które pełnią różne funkcje.
Tlen sprzyja procesowi utleniania, co zwiększa prędkość cięcia, ale może powodować powstawanie tlenków na krawędziach, które wymagają dodatkowej obróbki.
Azot pozwala na uzyskanie czystych, gładkich krawędzi bez nalotu tlenkowego, jednak spowalnia sam proces cięcia. Jest powszechnie stosowany do stali nierdzewnej i aluminium.
Prędkość cięcia również musi być dostosowana do mocy lasera i rodzaju materiału. Zbyt wolne tempo prowadzi do nadmiernego nagrzewania się blachy i powstawania zniekształceń, natomiast zbyt szybkie może skutkować niedocięciem materiału lub nierówną krawędzią.
Choć może się wydawać, że wyższa moc oznacza lepsze cięcie, nie zawsze jest to prawdą. Mocniejszy laser zużywa więcej energii, co może nie być ekonomicznie opłacalne, zwłaszcza w przypadku cięcia cienkich blach. Poza tym zbyt duża moc może powodować nadmierne nagrzewanie i przypalenia krawędzi, co wymaga dodatkowej obróbki wykończeniowej. Nowoczesne technologie pozwalają na bardziej efektywne cięcie przy mniejszym zużyciu energii, dzięki zastosowaniu systemów automatycznego dostosowywania parametrów. Inteligentne sterowanie mocą lasera umożliwia optymalizację procesu, zapewniając najwyższą jakość przy możliwie najniższych kosztach eksploatacji.
Podsumowując, wybór odpowiedniej mocy lasera to jeden z kluczowych czynników wpływających na efektywność i jakość laserowego cięcia blach, ale nie jedyny. To precyzyjne połączenie parametrów, takich jak rodzaj materiału, grubość blachy, gaz pomocniczy i prędkość obróbki, decyduje o ostatecznym efekcie. Nawet najmocniejszy laser nie zapewni perfekcyjnego cięcia, jeśli nie zostanie właściwie skonfigurowany, a jego moc nie będzie dostosowana do konkretnego zastosowania.
Nowoczesne technologie pozwalają na inteligentne sterowanie procesem, eliminując niepotrzebne straty i minimalizując koszty produkcji. Dzięki temu możliwe jest uzyskanie maksymalnej precyzji przy optymalnym zużyciu energii, co ma kluczowe znaczenie w przemyśle. Wybór odpowiedniej mocy lasera nie powinien być więc decyzją przypadkową – to strategiczny krok, który wpływa na jakość produkcji, wydajność i konkurencyjność firmy.







